
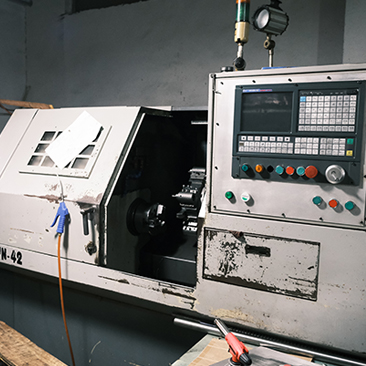
HARVEST STAR HS-1370H
CAPACITY(X-Y-Z): 1350/750/750 mm
Tolerance: ±0.003mm
1 Machine
Wuxi Baide Precision Machinery Co., Ltd. was founded in 2007. It is a high-tech enterprise in Jiangsu Province with complete precision manufacturing supporting services, obtained ISO9001:2015, SGS and RoHS certification. Products are widely used in medical, communications, optoelectronics, automotive, office, automation equipment and other industries.
We offer OEM ODM services including casting, forging, stamping, machining, and tapping, can process aluminum, steel, stainless steel, brass, and other materials such as ABS, nylon, wood, and carbon fiber, as well as surface treatment services for customized products.
Since its establishment, Wuxi Baide Precision has been committed to becoming the preferred partner in the field of precision machining, providing cutting-edge machining services for your prototypes and production products. We have rich experience and knowledge to efficiently manufacture your parts according to your specifications.
Learn More
We specialize in 3, 4, and 5-axis milling, high precision turning and micro Swiss machining, offering high-quality parts tailored to your specifications. Our comprehensive approach covers prototype verification, low-volume pilot production, and high-volume manufacturing, ensuring smooth handling from start to finish.
Read More
Professional Sheet Metal Fabrication – Utilizing CNC punching, laser cutting, and precision bending, we customize stainless steel, aluminum, and other materials with tight tolerances (±0.1mm) for aerospace, industrial equipment, and high-demand applications. Full-service solutions from design optimization to mass production, ensuring cost efficiency and superior quality.
Read More
Our versatility to forge products in our forge hammers and presses, up to 1200T. And the images in the article are taken from real scenes in our own forging factory.
Read More
For metal machining parts, more commonly used surface treatment methods are mechanical grinding, chemical treatment, surface heat treatment, spray surface, surface treatment is the surface of the workpiece cleaning, cleaning, deburring, to oil, descaling and so on.
Read More
Within a few hours we'll send you design for manufacturability (DFM) analysis and real-time pricing.

Once you review your quote and place your order, we'll start the manufacturing process. We also offer finishing options.

Our digital manufacturing process allows us to produce parts in as fast as 1 day.

CAPACITY(X-Y-Z): 1350/750/750 mm
Tolerance: ±0.003mm
1 Machine

CAPACITY(X-Y-Z): 500x400x300 mm
Tolerance: ±0.001mm
1 Machine

CAPACITY(X-Y-Z): 800/500/500 mm
Tolerance: ±0.005mm
8Machines

CAPACITY(X-Y-Z): 800/500/530 mm
Tolerance: ±0.003mm
3 Machines
CAPACITY(X-Y-Z): 250/400 mm
Tolerance: ±0.01mm
2 Machines

CAPACITY(X-Z): 275/1000 mm
Tolerance: ±0.01mm
2 Machines

CAPACITY(X-Z): 142/165 mm
Tolerance: ±0.01mm
1 Machine

CAPACITY(X-Z): 175/550 mm
Tolerance: ±0.01mm
1 Machine

YANGLI Hydraulic Swing Beam Shear
Max.stroke: 2500mm
Tolerance: ±0.01mm
1 Machine

CNC tube bending machine
Max.stroke: 3000mm
Tolerance: ±0.01mm
1 Machine

OSM press brake
Max.stroke: 100mm
Tolerance: ±0.05mm
1 Machine

OSM press brake
Max.stroke: 100mm
Tolerance: ±0.05mm
1 Machine






